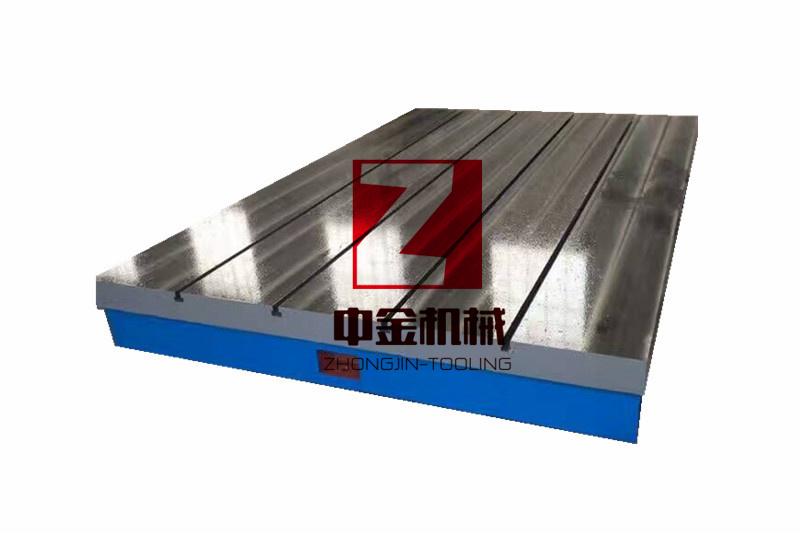
鑄鐵平板的選用
中金機械鑄鐵平板主要用于機械、電機、發動機的動力實驗,表面帶有T型槽及螺栓孔,可以用來固定實驗設備。材質采用高強度灰口鑄鐵HT250-300,工作面硬度為HB200-240,經過兩次人工退火600℃-700℃,去除內應力。壓砂前的籌辦工作很重要:應該選用什么樣的平板、接納哪種壓砂要領、選用什么規格的沙子都要提前決定準備好。修理量塊的平板一般有灰鑄鐵、高磷球墨鑄鐵、高磷低金屬球墨鑄鐵三種。平板的硬度在HB(130至250)之間。接納硬度較低的平板壓砂,嵌粗砂容易,適合于粗研,修出的量塊表面粗糙度比力低,表面發白。接納硬度較高的平板,嵌粗砂困難,容易嵌入細砂,耐磨性不抱負,修出量塊的表面粗糙度高,色澤青亮。接納硬度在HB(180至210)的平板,既壓砂容易,不易用壞,又適用于高精度的精密研磨,尤其適用于量塊修理。
(1)舢板互研法。這種方法壓砂的結果是,三塊平板平面度都很好,三塊平板的壓砂效果基本一樣,并且三塊平板都可以使用,不消經常壓砂,但對修理技術要求較高。
(2)兩塊板互研法(子母板壓法)。這種方法壓砂結果是,兩塊平板的平面度基本吻合,上面平板的平面度凹,下板的平面度凸,并且下板的壓砂效果要比上板的好。由于上板中間凹,不容易修理量塊,一般不消上板,只用下板。缺點是下板的凸起水平不易掌握,只能用一塊平板。每次壓砂時需要研磨3~4遍才可以完成,每遍6分鐘左右。
金剛砂規格的選用
(1)從開始到結束只使用一種規格的砂子,修理量塊一般用M2.5規格的金剛砂。
(2)從壓砂開始到結束,砂子從粗到細循序漸進地壓砂,一般選取M4,M3,M2.5規格的金剛砂。
研磨平板的原材料
(1)混合油:煤油和變壓器油的比例3:1。
(2)硬脂。
(3)用汽油泡好的砂子即金剛砂。
鑄鐵平板的修整
對于新平板和表面劃痕、碰傷較重的平板,先用油石打磨一下,打磨后,我們先用M4的砂子修一下板面,三塊平板互相研磨,待推拉吃力的時候,卸下平板,直到平板的平面度較好時,再遏制修理平板。對于使用中劃痕、碰傷較輕的平板,只用油石把突起的部分打磨下去可以了。
鑄鐵平板恒溫
修理室的溫度很重要,太高或太低都不容易嵌砂,一般溫度在(20±5)°C。有的單位壓砂房間恒溫條件比力差,當平板從一溫度拿到另一溫度的房間研磨時,平板受熱脹冷縮征象的影響,表面產生變形,故等溫一段時間,一般平板在壓砂前等溫數鐘頭或更永劫間,待平板變形穩定后,再開始研磨。