T型槽平臺鑄造用砂的使用很關鍵,鑄鐵平臺鑄件全部要依賴型砂來制造,許多工場對型砂不舉行嚴酷的辦理,型砂透氣性差,透氣性欠好,導致了平臺容易出現氣孔。另有型砂強度低使鑄型斷裂。T型槽平臺鑄件質量欠好有多數是是由于鑄造用的型砂欠好造成的。生產中由于了解程度和生產條件的限定,鑄件出現這種或那種缺陷是產生的。
T型槽平臺的質量是否切合技能條件所劃定的要求,需要通過查驗才氣評定。平臺鑄件質量查驗是憑據用戶要求和圖樣技能條件等有關協議的劃定,用目測、量具、儀表或其他本領查驗T型槽平臺鑄件是否及格的操縱歷程,質量查驗不但是為了發明缺陷,而是憑據對缺陷的果斷,進一步找生產生缺陷的緣故原由,訂定出防備缺陷的步伐。防備以后生產T型槽平臺鑄件時,不會讓同樣的環境出現,從而滿意用戶要求。及格的鑄鐵平臺產物應包羅表面質量,內涵質量和利用質量三個方面。
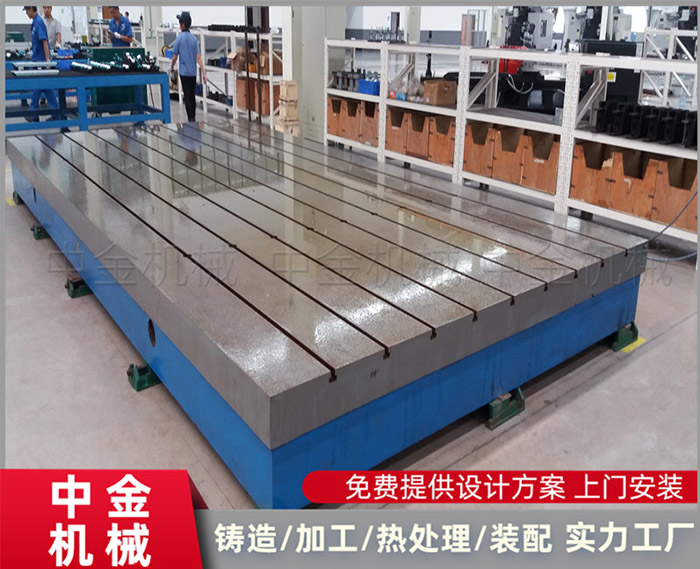
為了提高T型槽平臺精度,減小在使用過程中鑄鐵平臺的變形。在鑄造和加工過程中要按照以下方法來生產,平臺鑄件清砂后粗加工前高溫退火500-560以消除鑄造時所產生的內應力。防止平臺日后因溫度差變形。
T型槽平臺精加工前二次退火或采用振動方式進行時效處理,消除殘余鑄造應力及粗加工后帶來的內部組織變化后產生的應力;T型槽平臺精加工后在恒溫室內進行人工刮研,研具應高于平臺要求精度1個等級,四人一組精研10天左右/件。出廠前刮研需高于設備安裝現場一個等級進行檢驗,以應對運輸時精度的變形。現場進行調試,根據合象水平儀配合可調式橋板進行測量誤差,把T型槽平臺調整到所需的精度,T型槽鑄鐵平板使用過程中注意保養,一年內調試一次。