一、
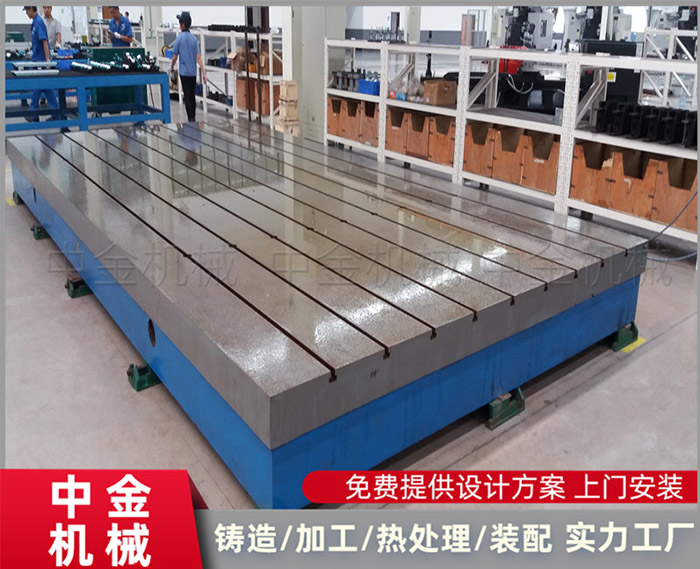
淺析T型槽平臺的安裝環境與防止變形條件
1、不要安裝在潮濕陰暗的環境下,T型槽平臺會因此而生銹。
2、T型槽平臺要定期檢驗,一般時間為1年。
3、安裝時將各個支撐點用調整墊鐵墊好、墊實,使用框式水平儀調整到規定的精度
4、不用時要及時將工作面洗凈,然后涂上一層防銹油,并用防銹紙蓋上,以免生銹。
5、使用完工作臺后要把工件卸下,以免長期壓放會導致平臺的變形。
6、將支承點墊好、墊平,使每個支點均勻受力,平臺不會變形。
7、使用T型槽平臺時不要在上面滑動比較粗糙的產品,會損毀工作面的精度。
8、為了使T型槽平臺不會變形,在吊裝平板的時候,要用同樣長度的鋼絲繩吊在四個起重孔上,把平臺平穩的吊起放在運輸工具上。
1、倒角:用兩個主偏角均為45°的尖頭刨刀倒角。
2、刨側面左右凹槽:加工前,用鑄鐵直角尺或鑄鐵方尺檢查彎頭切刀切削刃與鑄鐵平板頂面是否垂直,若不垂直,則應重新調整刀具到確定垂直為止。然后用彎頭切刀分別刨削左右側面的凹槽。
3、用切槽刀刨出直角槽:如果T型槽較小(槽寬小于100mm),頂部直角槽精度要求不高,可在一次走刀中切出,使其寬度等于T形槽槽口的寬度。如果T形槽較小和槽口精度要求較高或T形槽較大時,粗刨和精刨兩次刨出直角槽。
4、按照在鑄鐵平板的端面和上平面已經畫好的加工線找正和裝夾平板。
在T型槽平臺生產中,常見的鑄件缺陷有:氣孔、成分與性能不適當、熱裂與冷裂、縮孔與縮松、渣眼與鐵豆、冷隔與澆不足、砂眼與夾砂、多肉與錯箱、變形等。通常,產生這些缺陷的原因不單是造型制芯問題,有時還有熔煉澆注、配砂質量、落砂清理等許多生產工序的問題。因此需要具體分析,以便采取相應的合理措施加以解決。
T型槽平臺在鑄造過程中,經過碾砂-造型-熔煉-澆注-清理-檢查等環節,要確定成品T型槽平臺的質量需要控制好鑄造過程中的各個環節。T型槽平臺的型砂性能將直接影響鑄件的質量,因此,鑄造T型槽平臺的型砂需要具有很好的透氣性,濕強度、流動性、可塑性和退讓性等。嚴格按照加料順序:舊砂-新砂-粘土-煤粉-水。混碾以后進行調拌。調勻后進行過篩、打松后再用,這樣做使型砂具有松散性,以提高透氣性、流動性等。只有,重要環節的嚴格控制把關,才能使鑄件的成品率較高,這要求每個生產環節相互配合,相互協調,只有注重細節才能好的控制和提高每個過程的質量,才能確定T型槽平臺,T型槽平臺的合理質量。